业务板块
BUSINESS SEGMENTS
技术背景
公司具有长期服务国内大型先进板带冷轧企业的设备维护、生产操作、工艺技术管理的核心团队,2008年成功地实施了我国某大型钢铁集团公司“产品质量改进与新产品开发”的重大工艺技术服务项目,实现了六项指标的全面提升。
指标提升情况
- 冷硬卷次品率降低 40.3%, 完成降低 30% 的目标
- 冷轧卷次品率降低 51.5%, 完成降低 50% 的目标
- 冷硬卷一级品率提高 1%, 完成提高0.5%的目标
- 冷轧卷一级品率提高3%, 完成提高 2.0%的目标
- 新产品SPCD合格率96.42%,达到95%指标要求
- 新产品SPCE合格率95.44%,达到90%指标要求

某钢冷轧厂运行现场
轧机吹扫喷嘴布置示意图
在板带轧制或平整过程中,由于吹扫系统吹扫不到位,钢带表面仍然残存乳化液液斑,会产生板带表面质量问题,因此,吹扫系统的有效优化是不可或缺的基本条件。实践中,轧机带钢头部的乳化液斑由原来的100米降到了现在的30米、带尾的30米降到10米,效果明显。
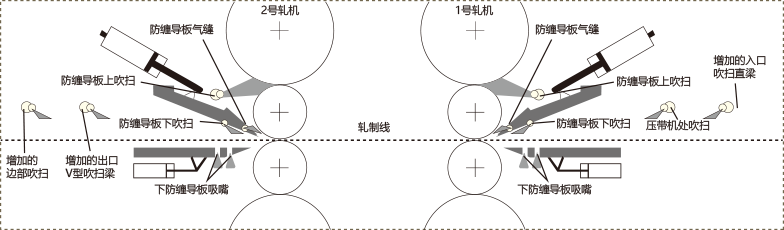 轧机吹扫喷嘴布置示意图
轧机吹扫喷嘴布置示意图品种、性能、质量、成本等绩效说明

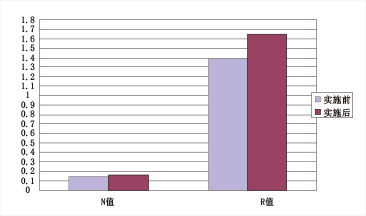
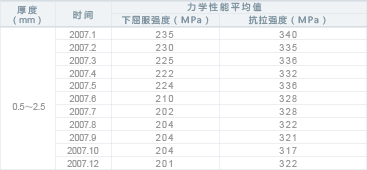
产品存在力学性能稳定性差、表面质量缺陷较多,带钢性能不均匀等问题,必将严重影响产品的市场、效益及企业形象,因此,退火工艺优化是冷轧产品性能稳定的关键。通过对退火工艺的优化,可以使黑带、钢带黏结、乳化液斑缺陷比例有明显的下降,力学性能获得较大的改善。
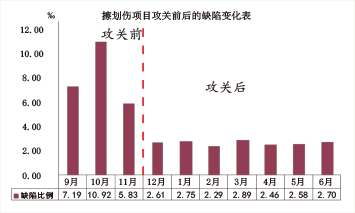
重分卷机组、平整机组需要注意的是带钢表面擦划伤问题,钢卷层间摩擦状态与张力匹配合理与否是产生擦划伤的核心问题,当然,也与某些设备配套的装机产品性能和参数有关。
图示是针对某重分卷机组和平整机组开展的质量改进情况统计,改进后,每月的擦划伤缺陷比例从原月总产量的5.8-10‰减少到2-3‰, 擦划伤带钢的长度从40-50m减少到10m(其中6-7m为厚度超差部分,必须切除)左右,即实际每月擦划伤比例控制在0.8-1‰。达到了理想的指标。
通过对退火工艺的优化,可以使黑带、钢带黏结、乳化液斑缺陷比例有明显的下降,力学性能获得较大的改善。
冷轧生产过程中的成本消耗同样影响到企业面向市场的能力,制定轧辊使用与修复标准,延长辊子使用寿命,确保产品质量是任何一个冷轧企业绕不过去的工作。
工作辊与支撑辊接触应力增大,会在周向产生磨损辊印,对支撑辊的使用寿命影响比较大。我公司的实践,使得支撑辊的使用寿命得到了较大的提高,支撑辊辊耗降低近20%。
冷轧产品结构和较高档次产品的比重既反映了企业的冷轧技术水平,更体现了企业在市场中的竞争能力。目前,国内有一部分冷轧企业仍然停留在SPCC一个产品,大路货产品价格上不去、成本下不来,在目前各地大上冷轧的形势下面临越来越大的市场压力。
SPCD、SPCE、st12、st16这类产品虽然与原材料有关、与企业上游的炼钢、热轧有关,但冷轧如果具备自身的新产品开发能力,则相对获得了应变市场的重要能力和手段,在某种情况下是生或者是死的区别。